Design of Injection Mould for Pulser Antenna Tube
The maximum external dimension of the product is 249.37 mm x ø40.88 mm mm, the average thickness is 2.20 mm, the material is PC, the shrinkage rate is 1.006, and it is 41.13 grams. The technical requirements for the plastic parts are that there must be no defects, such as flash, short shot, flow lines, gas mark, warpage deformation, silver streaks, unevenness etc.
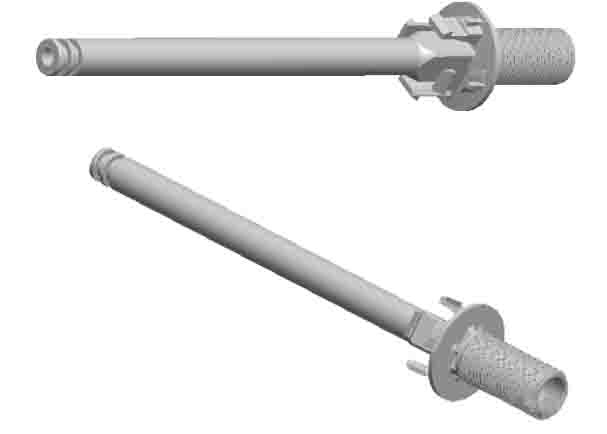
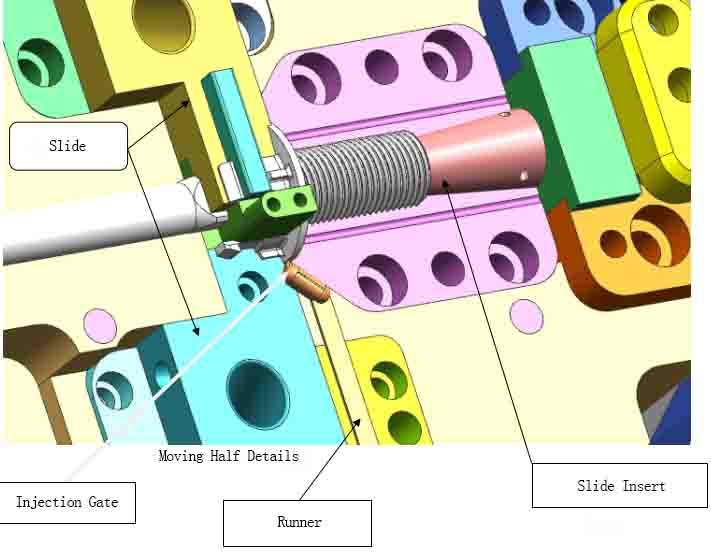
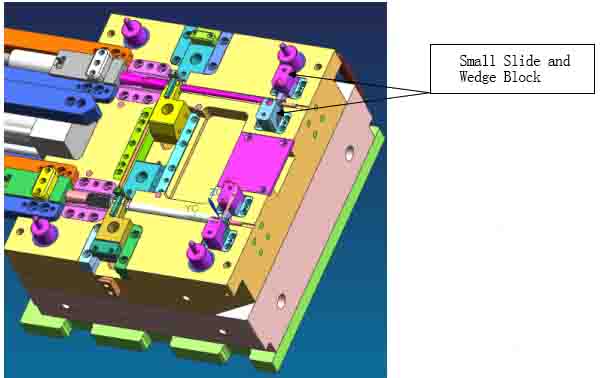
We can see the picture above, there are two narrow grooves at one end, a screw thread at the another end, and there is a disc near this end, 4 hooks on one side of the disc, which are evenly distributed at 90 degrees. These 4 hooks need to be designed for slider core pulling. For the two annular narrow grooves, the purpose for using slider is to facilitate the size adjustment, and another purpose is to make the plastic parts to be ejected conveniently.
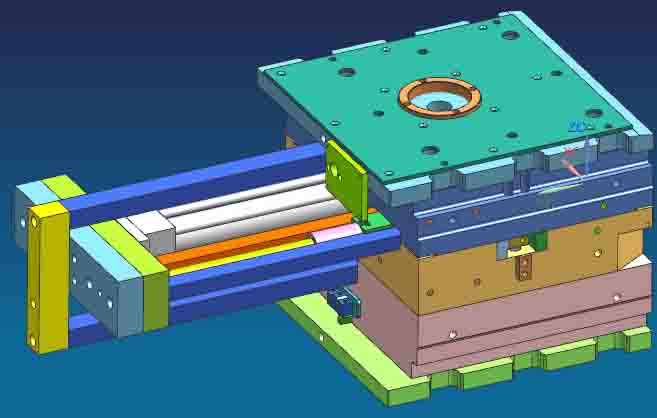
The mold was designed as 1*2 cavity. Due to the slender structure of the part and the large core-pulling distance, the oil cylinder is used for core-pulling. The mold is designed as 2 cavity usually, and it also can be designed as 4 cavity mostly. The mold base is a 396x446 mold base and imitating the HASCO size series. HASCO mold base is characterized by the size of the template with 6 at the end, and the thickness of the template is also with 6, such as 36, 46, etc. Correspondingly, the structure of the guide pin and the guide sleeve and the size of the hanging table at the installation site are self-contained.
The inner hole of the plastic part needs to be designed with a slender slider. Generally, for small and medium-sized molds, it is difficult to use the angular guide pin to pull the core when the core-pulling distance exceeds 70mm. If the angular guide pins are too slender, then will appear to be insufficient in stiffness and strength, and protrude out of the mold, which has certain potential dangers. At this time, it is necessary to use the oil cylinder to drive the slider to solve the core pulling problem. Especially for the molds exported to European and American countries, the slender core (also called slide insert) needs to be processed with Hitachi Metal's TDAC steel, processed with CNC lathes, ensure injection molding production. In addition to the design of cooling inside the slender core, multiple cooling system are designed in the core and cavity. A heat insulation board is designed on the mold panel, which effectively blocks the heat exchange between the mold and the injection molding machine, which is conducive to normal injection molding production.
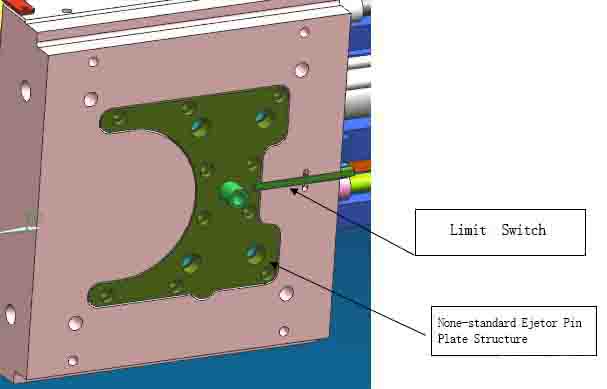
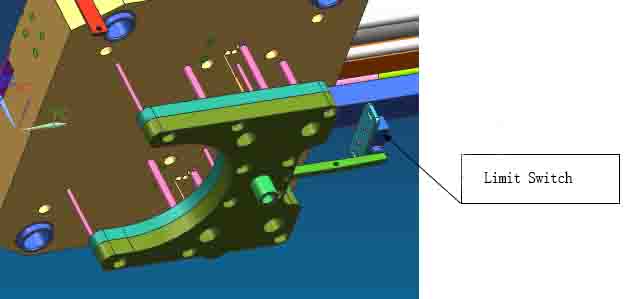
Generally, the ejector plate of the mold is rectangular, which is convenient for mass production. In European and American countries, when pursuing a longer mold life, the rigid design of the mold will be strengthened in order to prevent the mold from being deformed for a long time. Under the injection pressure, the plate B is the most stressed. In order to increase the rigidity of plate B, it is often necessary to increase its thickness. Another key point is to increase the support area of the spacer plate at the bottom of the B plate, design the spacer plate and the bottom plate of the movable mold together, and design a push rod box surrounded by a whole. This is how the DME mold base increases the rigidity. The ejector of the part is ejected by the ejector pin, and the ejector pin is at the bottom of the slide insert. Therefore, it is necessary to design the reset mechanism and the limit switch.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




For inquiries about our products or pricelist, please leave to us and we will be in touch within 24 hours.
© Copyright: 2026 Lyter Engineering Ltd. All Rights Reserved

IPv6 network supported
 English
English