|
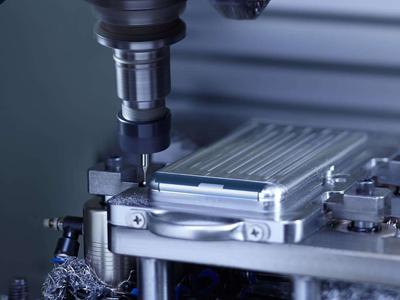
Injection Mould Design & Engineering
Lyter’s tooling design and engineering team has over 16 years experiences in mold making industry.
The team member includes experienced product and plastic injection mould design engineers, as well as mould making technicians with excellent craftsmanship.
With years of tooling design and manufacturing and cooperation with reputational companies, such as GE, Whirlpool, Honda etc. from automotive and appliances industry, the company now has developed an effective management system to bring our values and expertise to meet customers satisfaction.
Our engineering department has 28 employees, include 22 engineers and 6 technicians, half of them has a good understanding of technical English, can read, write, listen and speak to customers fluently without language barrier. Our team has capacity to support your product design & development from very early stage to the production end. |
|
 |
 |
|
Injection Mold DFM Report Submission and Approval
For every plastic injection mould project, Lyter will provide a detailed DFM report to carry out the research on part visible area specifications, parting line on major and important mold inserts, the mold layout and basic sizes, the mold ejection layouts, gate details, draft the thickness analysis, cooling channel proposal for cavity inserts and critical areas, improvement proposals and product engraving specifications etc. We start to design the plastic injection mould after DFM approval by customer. The DFM (Design For Manufacture) Analysis Report allows both customer and us to identify and fix any issues that might happen in the tools manufacturing phase to save timing and costs.
Normally it takes 1-2 working days to finish the DFM for a normal injection moulds DFM. If there is special urgency need, customer can feel free to discuss with us and we will move quicker to support. |
|
Moldflow Rheological Analysis
Our Moldflow Analysis includes
MoldFlow report will be provided when it is required or necessary. By iterating the simulation of molding, we can optimize product design and the mold design, to get rid of unnecessary modifications to both part and the mold, saving costs and timing for the project. |
 |
|
Mould 3D Design and Approval
We will get started on the mould 3D design after the DFM report is approved by customer.
With 3D design by Unigraphics (NX11), we will combine all design key points for the specific part and notes or clarifications that were communicated and mutually agreed on DFM report together.
The detailed and vivid mould 3D model also help our customer to examine if all specific needs are met in the design. Normally it takes 5-7 working days to finish the 2D and 3D tooling design if the part structure is not that complicated. |
|
 |











 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




For inquiries about our products or pricelist, please leave to us and we will be in touch within 24 hours.
© Copyright: 2026 Lyter Engineering Ltd. All Rights Reserved

IPv6 network supported
 English
English