Co-Injection Molding Technology
Co-injection molding (also known as sandwich injection, co-injection molding) is a typical situation in multi-resin injection molding process.
The injection equipment has more than two injection barrels, which can inject different colors or different materials in steps or at the same time, so as to obtain products with multi-layer structure, core-shell structure or different colors or different transparency. It is required to have a corresponding matching mold. This mold may have cavities of different sizes, and different materials are injected into each cavity in steps or have a special flow channel structure, which can eject different materials into the cavity at different times.

Kortec Corporation (acquired by Milacron Corporation in 2014 and currently known as Milacron Co-injection Corporation) is a global leader in co-injection molding technology. The company's co-injection systems are used around the world to produce high-barrier multi-layer containers with a three-layer distributed structure that optimizes clarity and strength and maximizes end-use product shelf life.
Co-injection molding materials need to be compatible so as to avoid material delamination that has caused unwanted chemical reactions. Common co-injection applications are injecting a layer of EVOH between two layers of PP or injecting PVOH between two layers of PLA.
In the co-injection molding process, the interlayer material is first plasticized in the main injection unit, and the skin material is plasticized in the auxiliary unit. The sandwich material and skin material are injected into special molds in the same injection cycle. The mold is filled with the surface material first, and the surface material adheres to the cavity wall to form a surface layer, and then the interlayer material is injected into the center along with the surface material to form an interlayer.
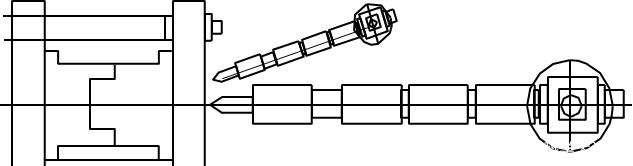
-The injection unit is shown
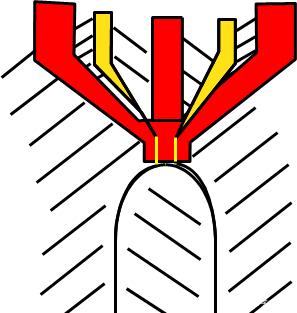
The nozzle structure of co-injection molding is very critical. If the structure is not good enough, it is easy to cause problems such as uneven filling. A schematic diagram of a common nozzle structure is shown below
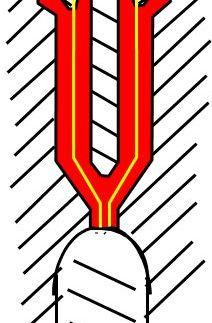
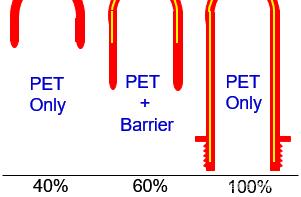
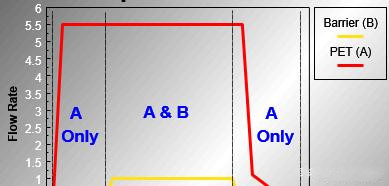
During the filling process, the process generally follows the flow shown as below picture.
That is, the surface material is first filled to about 40%, and then the interlayer material (Barrier) is filled until it is 100% filled. In the whole filling process, the speed control is very important, and the filling speed is not only related to the control ability of the machine, but also has a lot to do with the nozzle and mold structure.
-Filling timing process is shown
Co Injection Molding Applications
Co-injection molding is currently widely used in the security field. The advantages of co-injection molding include:
Improve product quality and performance
Can integrate the characteristics of various plastics, with better coloring effect and hardness
Compared with chemical and mechanical methods, it is easier to control the combination of raw materials in co-injection molding
The outer layer of the workpiece has better chemical properties, a brighter appearance, and the inner side has better physical properties
Reduce plastic costs
Reduce human resources
Cycle time comparable to single shot injection
Categories
latest blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




For inquiries about our products or pricelist, please leave to us and we will be in touch within 24 hours.
© Copyright: 2026 Lyter Engineering Ltd. All Rights Reserved

IPv6 network supported
 English
English