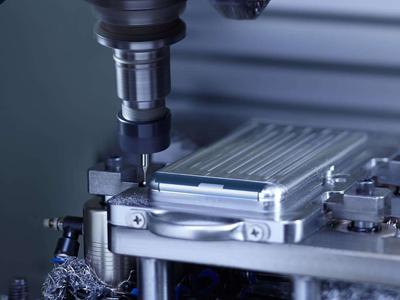
Why Does the Ejector Stress Mark Occur During Injection Tooling Moulding?
When molding a plastic injection tooling, there is a problem that often plagues the producer, that is, the injection molded part will have the ejector stress mark.
Generally, there are two kinds of phenomena, one is slightly mark, that is, under the fluorescent lamp, the product and the human eye can only be seen at an angle of 45 degrees. If this happens, is this plastic case not usable?
This depends on whether the plastic shell has a subsequent injection process. If the plastic shell is to be sprayed, then the plastic shell can still be used, because the white position can be covered when the fuel is sprayed. On the other hand, if you do not need to spray oil, it is basically treated as a defective product.
There is also a phenomenon that has severely white mark. If it is under normal light, it can be seen at a glance. This is definitely a quality that cannot be overstated. Even if it is to be sprayed, it is basically impossible to cover.

What is the reason for the injection molded parts ejector stress mark, how to eliminate it?
The main performance of the ejector stress mark plastic parts is that there is a relatively obvious whitening phenomenon on the surface of the plastic parts, that is, frosty micro cracks appear.
The ejector stress mark , also called the top white. The reason for the appearance of whitening is mainly due to the excessive force applied at the top white area. The chemical resistance and mechanical properties of the plastic parts appear to be greatly weakened. The specific analysis is as follows.
1. The plastic injection mold
a) If the surface of the cavity is rough, the mold release resistance is increased, resulting in whitening. For this, the inner surface roughness of the cavity should be reduced.
b) If the top of the ejector pin is in the weak part of the plastic part, the whitening phenomenon will be aggravated. For this, the ejector device should be placed at the wall thickness.
c) If the draft angle of the mold is too small, the mold release resistance of the plastic part is increased, and the force of the plastic part is increased at the time of ejection, and the whitening phenomenon is likely to occur. Therefore, the draft angle should be appropriately increased.
d) In order to increase the strength of the ejector portion, local strengthening can be performed here, and reinforcement can be performed from the structure and the wall thickness.
e) If the contact surface of the ejector pin and the plastic part is too small, the local stress of the plastic part is large, so that the white color is generated. For this, the cross-sectional area of the end of the push rod should be appropriately increased.
f) For plastic parts with core, demoulding is difficult, and the ejector stress mark is easy to occur. In this case, it is a good method to release the vacuum between the core and the plastic part, such as installing a valve in the core to release the vacuum

2. Injection molding process
a) If the temperature difference between the melt and the mold is too large, the residual stress in the plastic part is increased, and whitening is likely to occur when subjected to local force. For this, the melt temperature should be lowered and the temperature difference between the melt and the mold should be reduced.
b)If the cooling time is too short, the stress in the plastic part is difficult to be fully balanced. When the local force is too large, the ejector stress mark phenomenon occurs, and the cooling time should be appropriately extended.
c) If the injection pressure is too large, the residual stress in the plastic part is also large and causes the ejector stress mark. For this, the injection pressure should be appropriately lowered.
d) If the holding pressure is too high, the stress in the plastic part is large, and when it is subjected to a large ejector force, the ejector stress mark phenomenon is likely to occur, and the holding pressure should be appropriately reduced.
Categories
latest blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




For inquiries about our products or pricelist, please leave to us and we will be in touch within 24 hours.
© Copyright: 2026 Lyter Engineering Ltd. All Rights Reserved

IPv6 network supported
 English
English